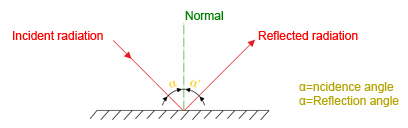
O brilho de um objeto é a reflexão direta da luz na área visível. Reflexão direta em sua “forma pura” pode ser observada em uma superfície de espelho, ângulo de incidência = ângulo de reflexão. O ângulo é definido a partir da normal da superfície.
O que é o brilho?

Na maioria dos casos, no entanto, a reflexão ocorre como reflexão mista porque em geral as superfícies são irregulares e tem o que é chamado de aspereza da superfície. A parte não direta da reflexão aumenta com o acréscimo de aspereza. É claro que também deve-se considerar que uma certa parte da radiação incidida é absorvida pelo objetou passa através dele.
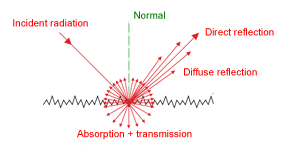
Uma distinção é feita então entre reflexão difusa e reflexão direta. REFLEXÃO DIRETA é de interesse para medição do brilho, enquanto ambas em inspeção de brilho, REFLEXÃO DIRETA e REFLEXÃO DIFUSA, são usadas para avaliação.
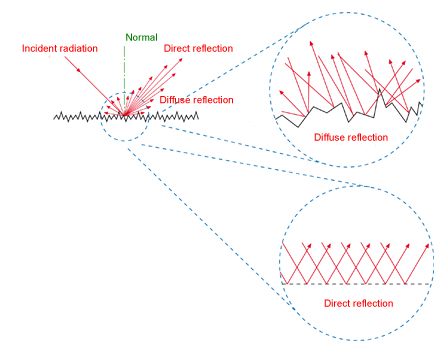
REFLEXÃO DIFUSA
A superfície consiste em vários “espelhos” dispostos randomicamente, o que significa que a radiação incidida é refletida em todas as direções.
REFLEXÃO DIRETA
A superfície consiste de “espelhos” direcionados, o que significa que a radiação incidente é refletida em apenas uma direção.
Superfícies de calibração
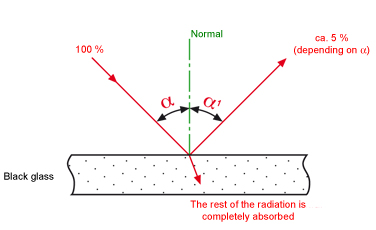
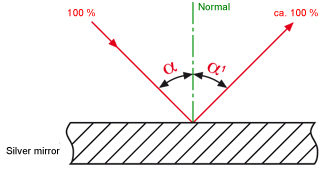
Geralmente tanto vidro preto quanto prata são usados para calibração de sensores para medição de brilho. Esses dois produtos tem uma superficie plana e a luz incidente é refletida apenas de uma superfície C. A superfície espelhada em prata fornece quase reflexão total, a superfície de espelhada em preto reflete algo em torno de 5% da luz incidente, mas o resto da radiação incidente é completamente absorvido para que a superfície de trás não ter a possibilidade de contribuir na reflexão direta.
Vidro preto
A parte da luz incidente que é refletida pelo vidro preto é usada como referência, o nível de brilho no vidro preto é definido como 100 (unidade: [1] nível de brilho (vidro preto) = 100 ([1])
Vidro prata
Quando um espelho prata é usado, esta superfície é usada como referência e definida como 100 (unidade: [1]).
Ângulo de medição
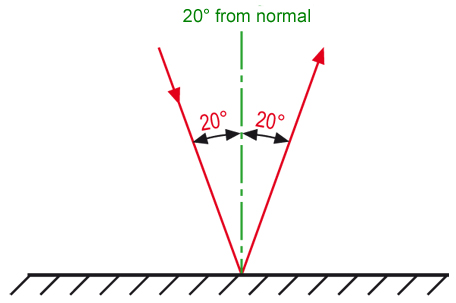
20°:
Para superfícies de elevado brilho
Um sensor de brilho de 20° é usado se graus >70GU forem determinados. Ou seja, se o nível de brilho medido com um medidor de brilho de 60° for >70GU, um sensor de brilho de 20° será usado.
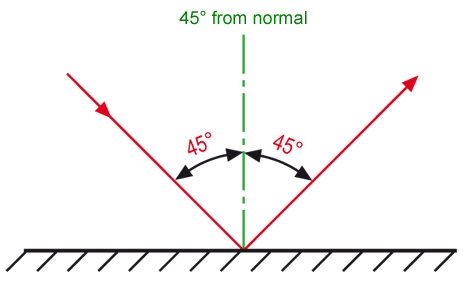
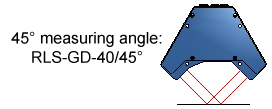
45°:
Padrão TAPPI (industria de papel) para superfícies brilhantes
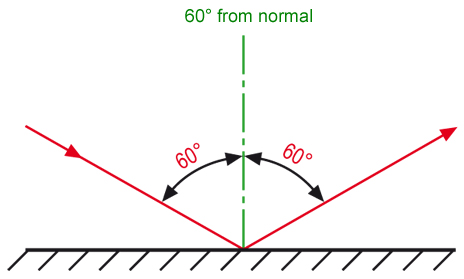
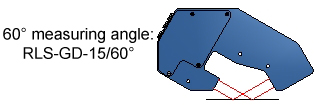
60°:
Para superfícies de brilho médio
Um sensor de brilho de 60° é usado se graus >10GU a <70GU devem ser determinados. Esta variante é “all-rounder”. O sensor de brilho de 60° é padrão para a maioria das aplicações.
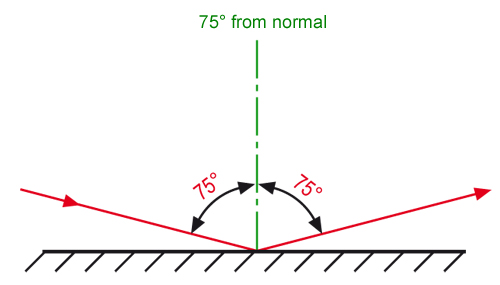
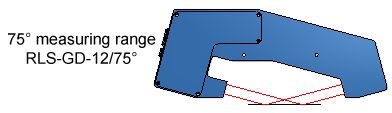
75°:
Padrão TAPPI (industria de papel) para superfícies mates
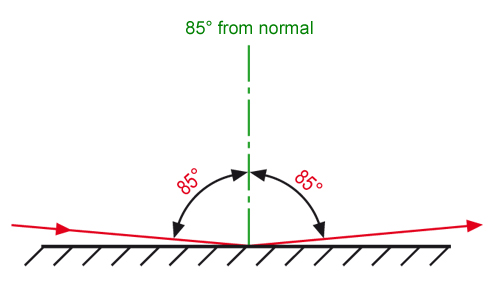
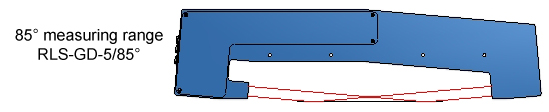
85°:
Para superfícies mates
Um sensor de brilho de 85° é usado se graus <10GU devem ser determinados. Ou seja, se o nível de brilho medido com um medidor de brilho de 60° for <10GU, será usado um sensor de brilho de 85°.
[GU = Gloss Unit]
20° from normal
Essa geometria de medição é usada principalmente para objetos com alto brilho como alumínio com alto brilho, filmes de plástico com alto brilho ou placas de vidro cobertas.
Dependendo da aplicação o sensor de brilho é calibrado para vidro preto ou um espelho prata (versão especial do sensor).
45° from normal
O nível de brilho do vidro preto é 100[1]. Nas versões especiais calibradas com espelhos pratas também é 100[1]. Essa geometria de medição é usada quase que exclusivamente na indústria de papéis para medição de superfícies de papel com alto brilho (chamadas de padrão TAPPI).
A calibração é feita no vidro preto. O nível de brilho no vidro preto é de 100 [1].
60° from normal
Essa é a variação mais usada. Pode ser usada adequadamente para todos os objetos, de opaco a brilhoso.
Calibração exclusiva para vidro preto. O nível de brilho no vidro preto é de 100 [1].
75° from normal
Essa geometria de medição é preferencialmente usada na indústria de papel para medir superfícies de papel mate (padrão TAPPI).
A calibração é feita no vidro preto, o nível de brilho é 100 [1].
85° from normal
Esta geometria de medição é usada principalmente para avaliação de superfícies muito opacas (ex: superfícies de madeira opaca).
A calibração aqui é feita também no vidro preto com um nível de brilho de 100 [1].
Dispositivos manuais
O mercado oferece uma vasta variedade de dispositivos OFFLINE (dispositivos manuais) que podem ser usados para medir o nível de brilho em um laboratório por exemplo. Com o material da chapa uma amostra é normalmente coletada no início da produção para medição em laboratório. Outra amostra é então coletada no final da produção. Isso claramente significa que nenhuma medição de brilho adequada pode ser feita entre o início e o fim da produção. Na produção de materiais de placa, no entanto, amostras podem ser coletadas durante a produção. Esse método, entretanto, leva muito tempo e via de regra as amostras que foram coletadas dificilmente voltam na sequência de produção.
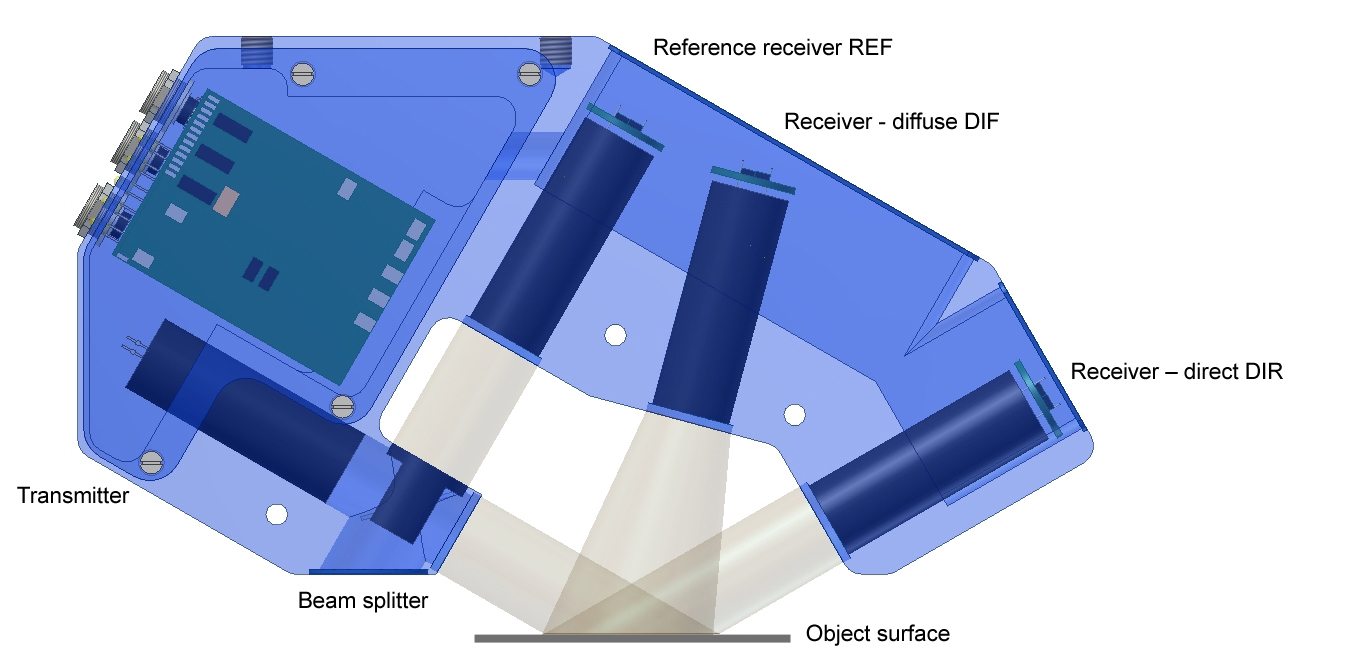
Design básico de dispositivos manuais: Via de regra uma lâmpada é usada como fonte de luz. A óptica do transmissor fornece o alinhamento paralelo da luz branca (via de regra o feixe de luz tem um diâmetro de menos de 10 mm). Um divisor de feixes desvia uma parte da luz do transmissor para fora, que através de uma unidade óptica (óptica referencial) é direcionada no receptor referencial, que permite a compensação de possíveis deslizes.
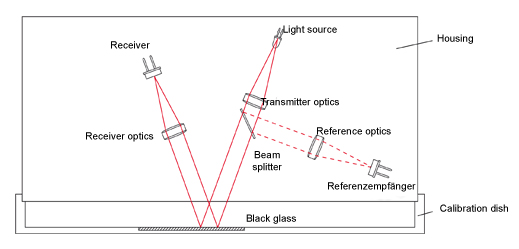
A maior parte da luz, no entanto, sai do dispositivo de medição de brilho e colide na superfície para ser medida. O dispositivo manual deve ficar no objeto com o intuito de observar a distância de medição e assegurar que nenhuma luz exterior chegue ao receptor. A quantidade de luz que é focada no receptor pela sua parte óptica fornece informação sobre o nível de brilho. A tampa da óptica dos dispositivos manuais também é usada como prato de calibração, por que o interior da tampa contém vidro preto.
Desvantagens do dispositivo manual:
- APENAS medições OFFLINE são possíveis, o que significa que é necessário coletar amostras. O material da chapa só pode ser medido no início e no fim da chapa!
- Medições só são possíveis em bases randômicas (em um laboratório). Medição 100% do produto não é possível!
- Medição sem contato é impossível pois o sensor tem que estar em cima do objeto para medir!
- Sensível a luz externa, pois uma lâmpada é usada como fonte de luz (não modulada).
- Vida útil limitada da fonte de luz (lâmpada).
- Sem saídas de comutação digitais, sem saídas analógicas.
Dispositivos de medição INLINE (da Sensor Instruments GmbH)
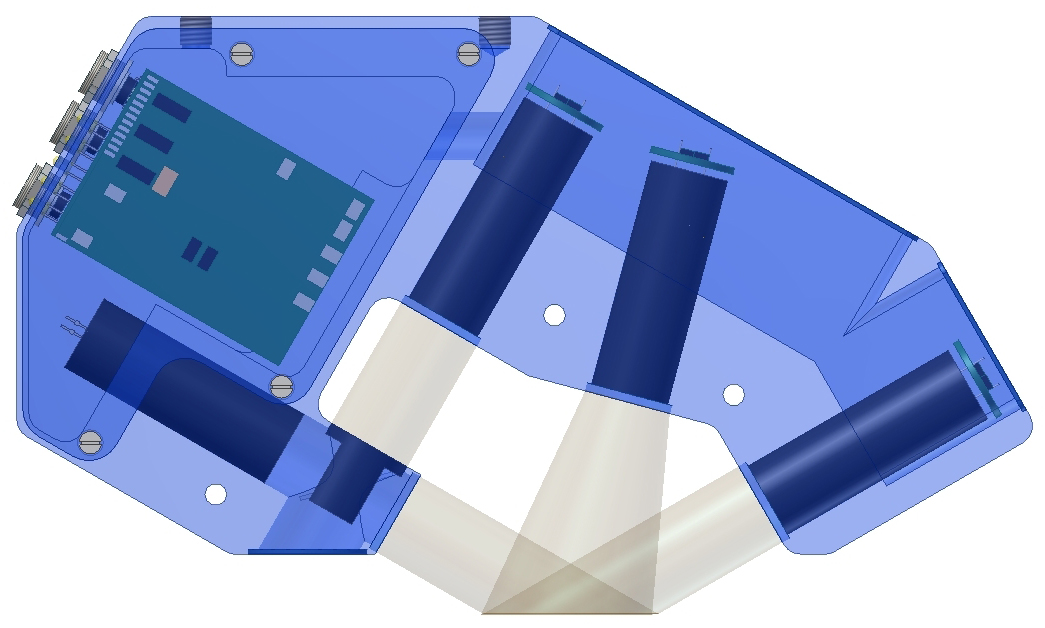
O design dos dispositivos INLINE basicamente é similar ao dos dispositivos manuais, mas existem algumas diferenças essenciais.
Vantagens dos dispositivos INLINE:
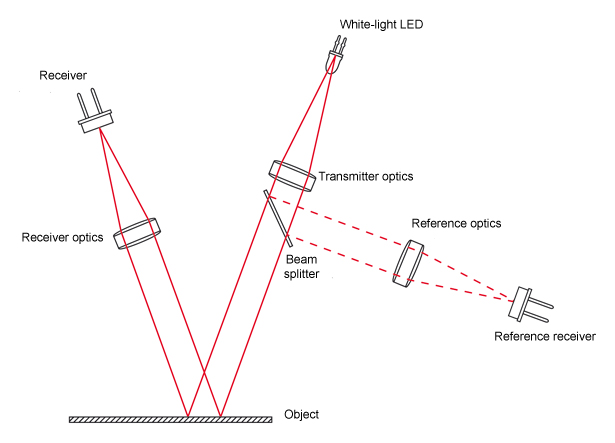
- Um LED de luz branca é usado ao invés de uma lâmpada, o que significa que a luz pode ser modulada e o Sistema de medição é insensível a luz externa.
- Graças a sua insensibilidade à luz externa, o Sistema de medição opera de uma maneira sem contato e pode ser usado INLINE.
- O campo de referência – A pode ser colocado na parte de fora. Influências do meio então igualmente aplicadas a distância de medição e a distância de referência.
- A tampa da parte óptica consiste em um vidro plano, o que facilita consideravelmente a limpeza da parte óptica.
- O Sistema conta com saídas de comutação e 2 saídas analógicas (saídas de tensão e corrente).
- Várias interfaces seriais (por meio de conversores) estão disponíveis: RS232, USB e Ethernet.
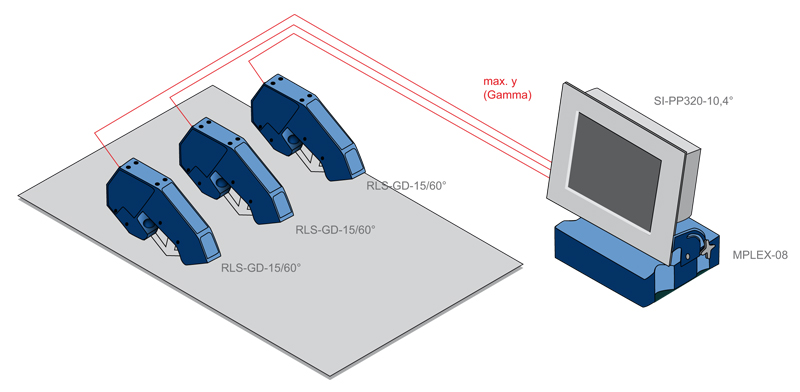
- Com a unidade monitora, várias linhas de medição podem ser representadas por meio de uma unidade multiplexer (exibição de gráficos, exibição gráfica e numérica do nível de brilho, exibição da média, o valor de tolerância ajustado e gravação de dados para um certo número de trabalho).
- Sabendo que a energia do transmissor do LED de luz branca pode variar, a energia da luz pode ser adaptada adequadamente a superfície atual para ser medida.
- O feixe de luz especial tem um diâmetro de aprox. 20 mm, o que significa que uma seção muito maior da superficie do objeto é analizada com dispositivos manuais. O sistema de medição então pode se tornar insensível a variações do local
Medição de brilho
Sensores inline de brilho feitos pela Sensor Instruments usam as mesmas normas de medição que são usadas nos dispositivos manuais de medição de brilho. Para operação INLINE eles fornecem a robustez necessária, medição sem contato e não é sensível a luz externa e eles providenciam sinais correspondentes (analógicos e digitais) que informam sobre o nível de brilho. Para medição de brilho inline, deve ser considerado também que a medição deve ser feita simultaneamente em várias posições do objeto, o que requer operação multiplex inclusive de um monitorador.
Hardware
O sensor de brilho inclui principalmente uma fonte de luz (SI: LED de luz branca modular) na óptica do transmissor, um divisor de feixe que desvia uma parte da radiação do transmissor e fornece ao receptor de referência, a óptica do receptor e o receptor atual.
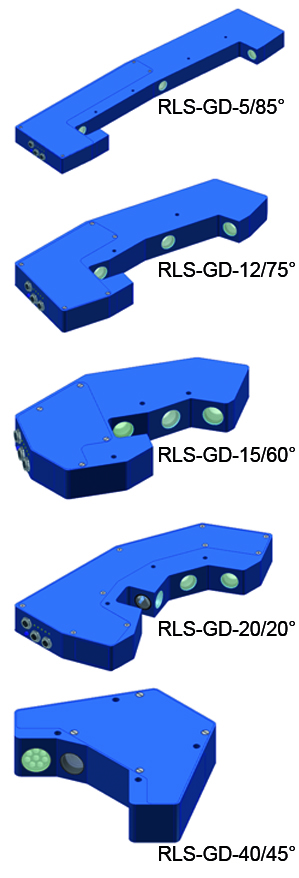
Geometria de medição
A Sensor Instruments fornece sensors de brilho INLINE para todas as normas importantes:
Interfacing
O sensor de brilho conta com 5 saídas digitais que podem ser avaliadas correspondentemente por um PLC downstream. Até 31 níveis de brilho (com tolerâncias correspondentes) podem ser representados (com código binário). O sensor possui também duas saídas analógicas que fornecem informação sobre o nível de brilho atual: Uma saída de tensão (0 V…10 V) e uma saída de corrente (4 mA … 20 mA). A interface RS232 integrada pode ser usada para transmissão de dados. Conversores de interface externa para USB e Ethernet podem ser usados para conexão para os sistemas respectivos. A unidade multiplexer M-PLEX-08 permite a conexão de até 8 medições de brilho (sensores RLS-GD), Os valores de medição que ademais podem ser exibidos graficamente (exibição de gráficos) e numericamente (valor atual ou média) com uma unidade monitoradora (SI-PP320-10.4°). Também é possível graver dados e salvar eles relacionados ao trabalho respectivo.
Software
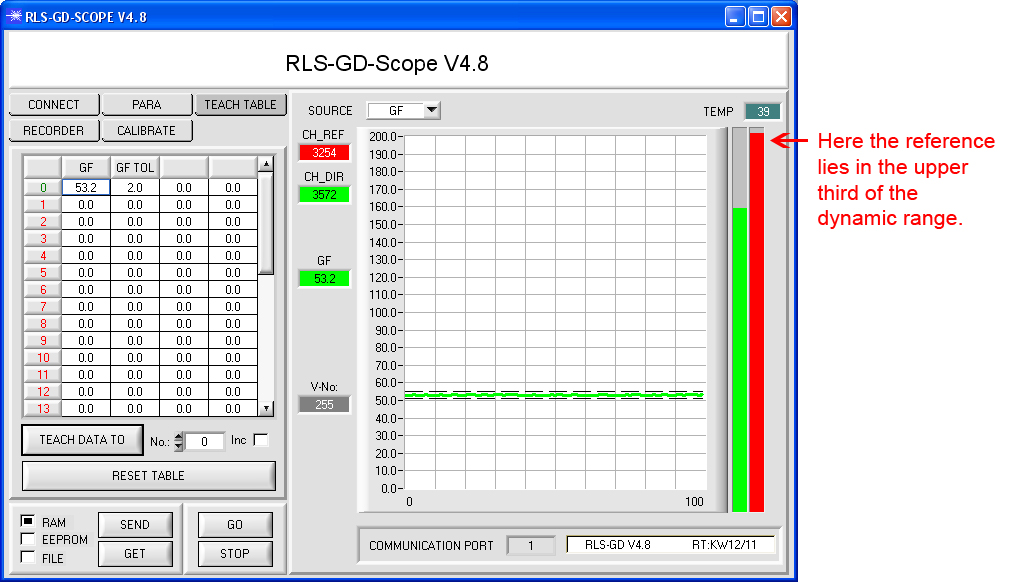
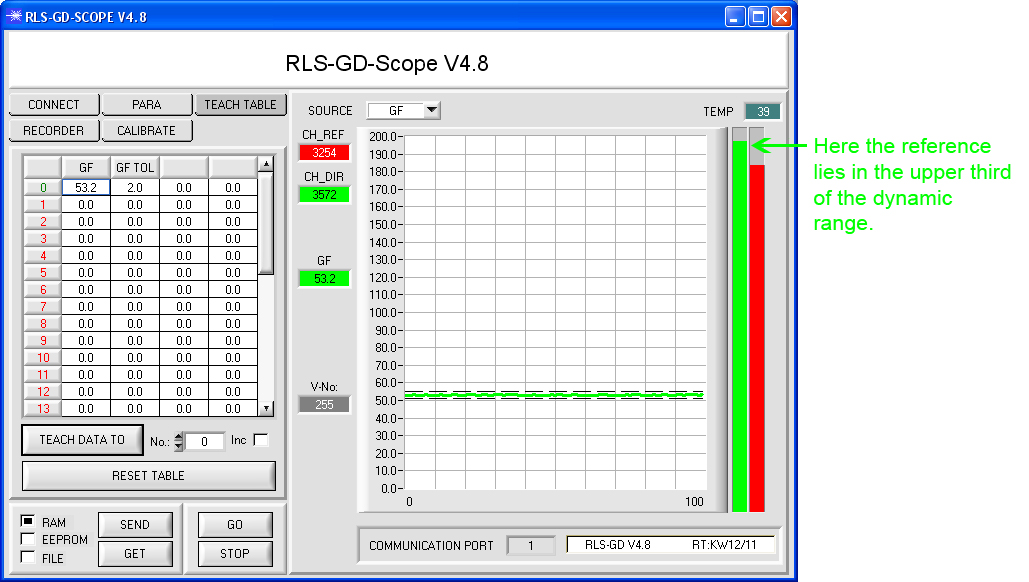
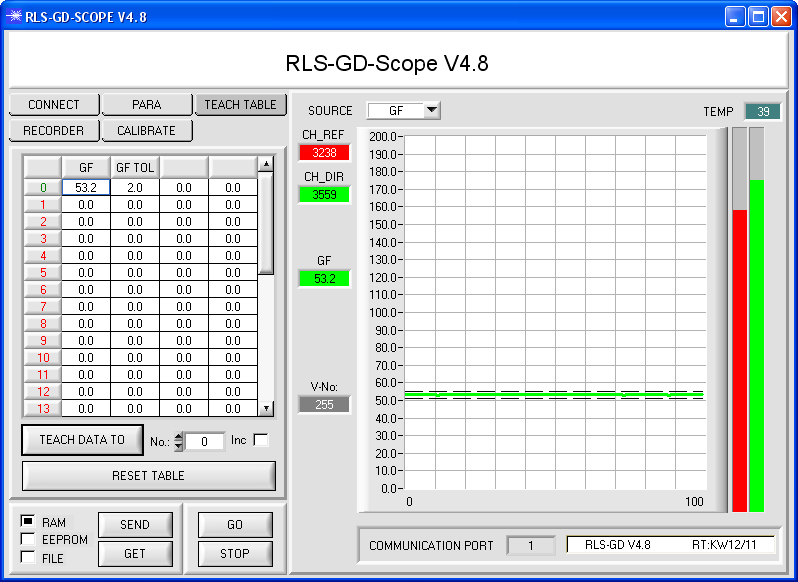
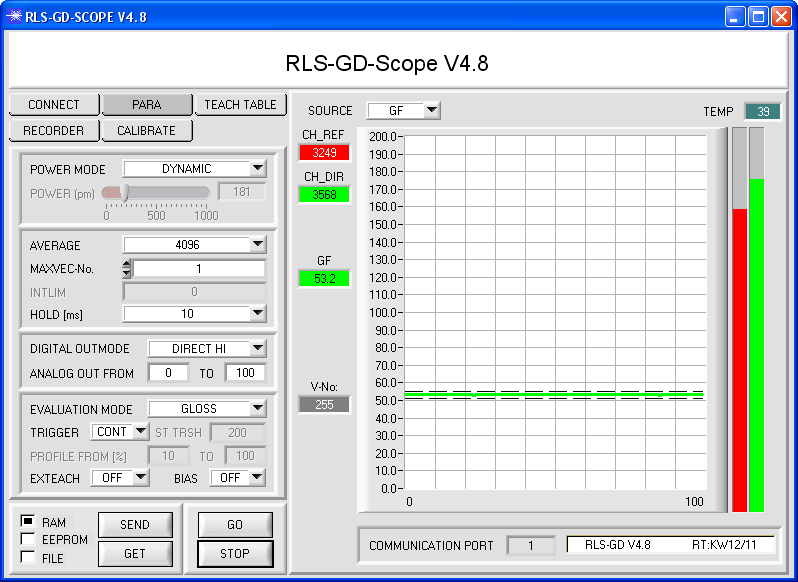
O sensor de brilho pode ser confortável e facilmente parametrizado com o software RLS-GD-Scope V4.8 Windows®. O software mostra também os parâmetros mais importantes como o valor bruto do receptor de referência e do receptor de reflexão direta.
Parâmetros de entrada importantes
A potência da luz do LED de luz branca é corrigida automaticamente / não é corrigida automaticamente:
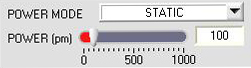
POWER MODE: DYNAMIC/STATIC
Ajuste da potência da luz para operação STATIC:
Média dos valores de brilho determinados:
Em DYNAMIC POWER MODE o controlador que é integrado no sensor de brilho tenta controlar a potência da luz de um modo que tanto o valor bruto do sinal de referência quanto o valor bruto do receptor para reflexão direta fiquem no terço superior da área dinâmica (veja o display de barras na interface do usuário).
- A média pode ser ajustada entre 1 e 32000:

- O ajuste do número de níveis de brilho que deve ser fornecido nas saídas digitais MAX-W6:

- Até 5 níveis de brilho podem ser emitidos diretamente. Para mais de 5 níveis de brilho a saída pode ser codificada binariamente.
- Modo de avaliação NORM ou GLOSS:
No modo de avaliação GLOSS uma comparação continua é feita com o sinal de referência, o que sempre representa o valor de calibração para vidro preto (ou espelho prata). A relação MEASURING CHANNEL / REFERENCE durante a calibração serve como um ponto de referência aqui. Apenas o modo GLOSS é usado para medição de brilho. O modo NORM é explicado em mais detalhes no capítulo GLOSS INSPECTION.
- Saída analógica:
O valor analógico geralmente representa um nível de brilho de 0 a 100 (0V…+10V). No entanto, esta faixa pode ser aumentada com um fator 10, para que então, por exemplo, uma faixa de nível de brilho entre 5 e 15 possa ser emitida como um valor analógico de 0V a 10V (ou 4 mA a 20 mA). - Tabela de nível de brilho
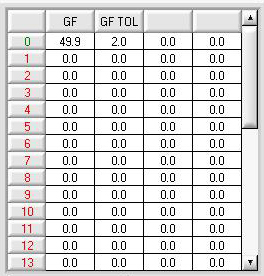
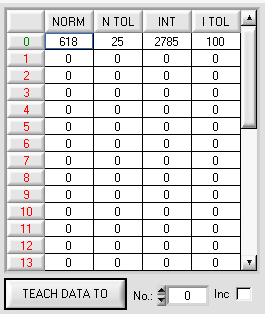
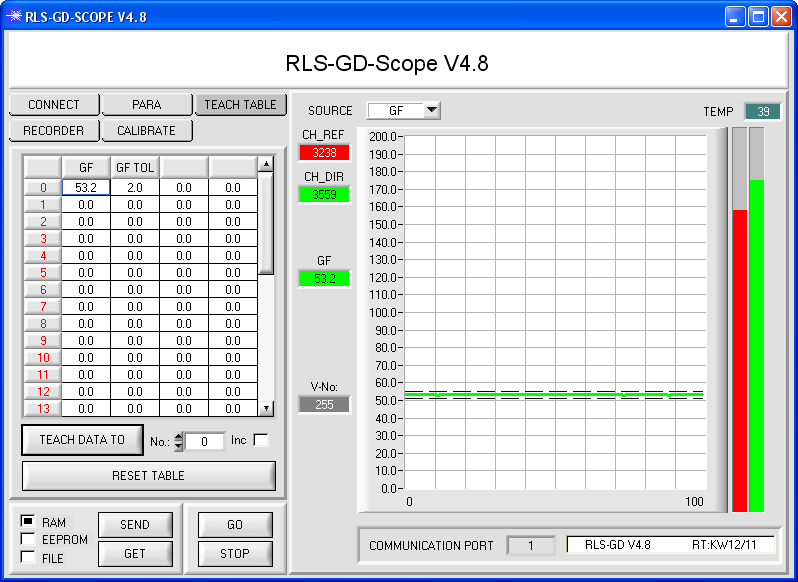
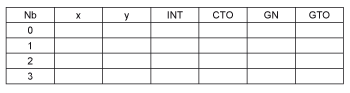
Exibição gráfica e numérica: O nível de brilho, o valor de referência e o valor da medição são mostrados de forma numérica. O nível de brilho ademais é mostrado em forma gráfica. Até 31 níveis diferentes de brilho podem ser salvos na tabela de instrução. As tolerâncias também podem ser ajustadas. Também é possível entrar com o mesmo nível de brilho GN e ajustar a tolerância GTO que aumenta na tabela do início ao fim. O sensor de brilho então processa a tabela do topo a base. O valor que é verdadeiro primeiro (fica dentro da tolerância) é mandado às saídas digitais na forma do número de tabela. Com a ajuda da tabela de instrução o nível de brilho pode ser dividido em classes (ex: de acordo com a tolerância crescente ou em forma de cascata).
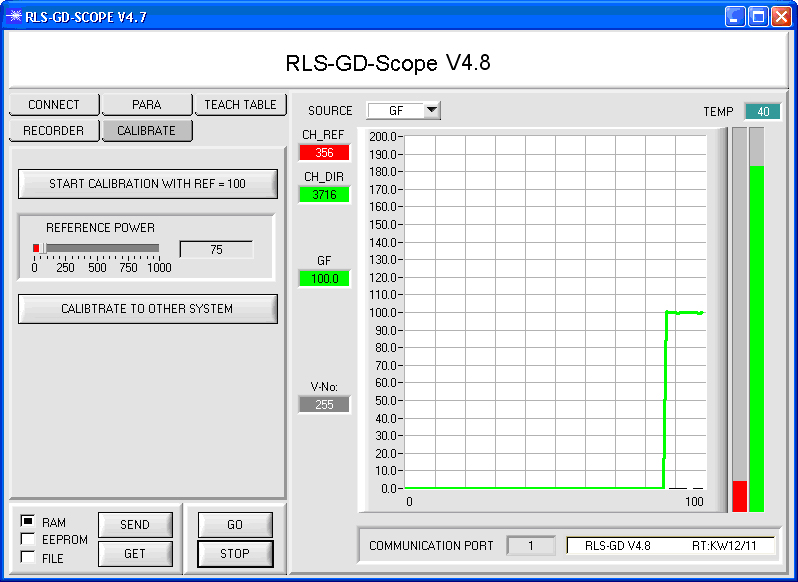
Calibração
Um clique no botão CALIBRATE abre a janela CALIBRATE:
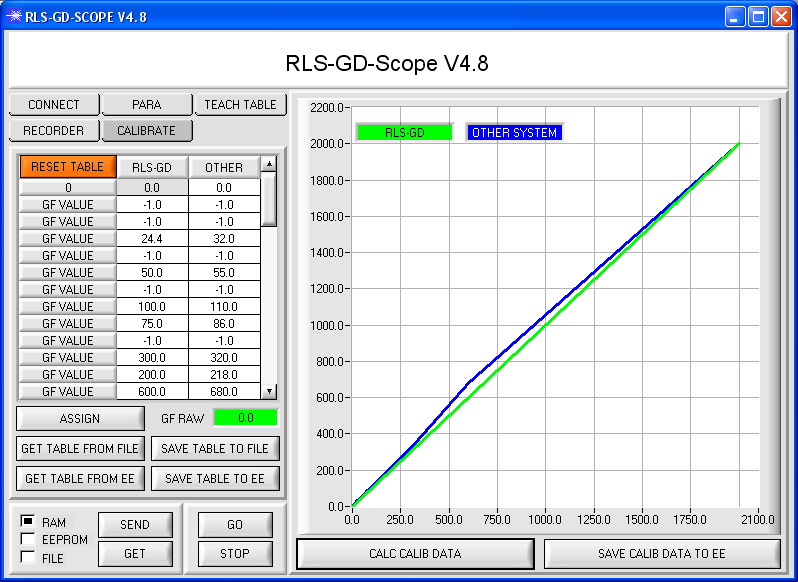
Uma seleção pode ser feita aqui entre a calibração em um alvo (via de regra um vidro preto, ou no caso do RLS-GD-20/20°-UV um espelho prata), ou adaptação a um dispositivo manual. Possíveis desvios entre dispositivos INLINE e dispositivos de medição manuais podem também ser compensados e o operador então terá dois dispositivos que mostram o mesmo valor. Tais desvios geralmente são causados por pratos de calibração sujos (vidro preto) dos dispositivos manuais ou por dispositivos velhos.
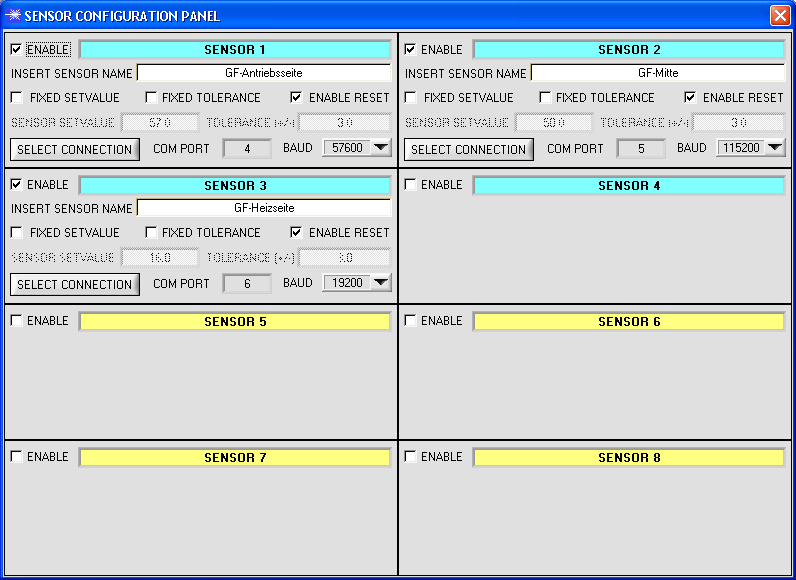
Com o software de monitoração RLS-GD-MONITORING V4.8 os níveis de brilho de até 8 sensores podem ser mostrados simultaneamente em conjunto com o multiplexor MPLEX-08 e o monitorador SI-PP320-10.4″. Os níveis de brilho podem ser mostrados tanto na forma numérica quanto na gráfica com exibição em um gráfico. Os valores gravados ademais podem ser escolhidos para um certo número de trabalho.

Inspeção de brilho
Série RLS-GD
Sensores de brilho da série RLS-GD também são excelentemente adequados para inspeção de brilho. Para tais aplicações p modo de avaliação NORM é selecionado no software de parametrização RLS-GD-Scope V4.8.
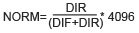
Nesse modo a reflexão direta é posta em relação a reflexão difusa. Também é possível salvar até 31 valores de brilho na tabela TEACH.
Tanto o valor NORM quanto o valor de tolerância NORM podem ser mudados manualmente. A tabela é processada do topo a base. O primeiro valor na tabela que coincidir com o atual valor NORM processado é emitido nas saídas digitais tanto diretamente quanto por codificação binária (dependendo da parametrização e no número de valores instruídos).
Tipos de sensor de brilho disponíveis:
Além das saídas digitais o sensor tem também duas saídas analógicas que fornecem informação sobre o valor NORM: 1x saída de tensão (0V…+10V), 1x saída de corrente (4 mA … 20mA).
O softwareThe RLS-GD-Scope V… também é usado como uma interface em inspeção de brilho para parametrização do sensor de brilho e para monitorar os dados brutos dos valores determinados.
Ajustar parâmetros como potência do transmissor controlada automaticamente / não controlada automaticamente (DYN/STAT), potência do transmissor (no modo STAT), média (AVERAGE), número de valores instruídos, modo de saída (direto ou por codificação binária, duração de pulso ), modo de avaliação, tolerância na tabela de instrução podem confortável e facilmente ser inseridos no Windows®.
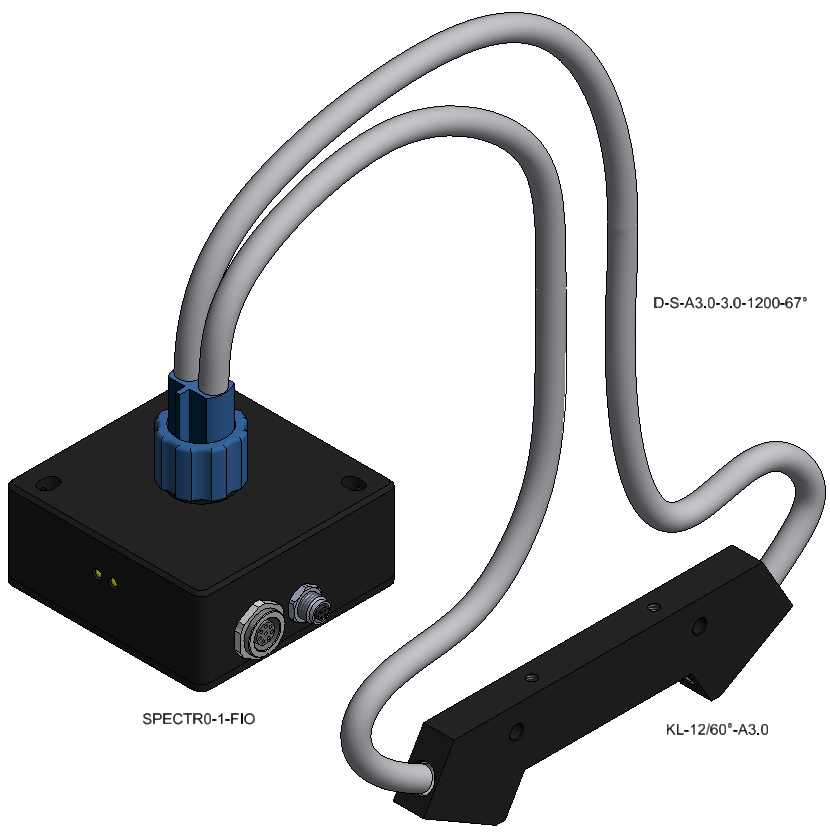
Série SPECTRO-1
Uma inspeção de brilho eficiente e simples pode ser executada com o sensor SPECTRO-1-FIO em conjunto com a fibra óptica D-S-A2Ë0-2.5-1200-67° ou D-S-A3Ë0-1200-67° e V-holder (modelo KL-20/20°, KL-15/45°, KL-12/60°, KL-10/75° e KL-5/85°). Os sistemas de sensor fornecem um sinal analógico (0V…+10V ou 6mA.. 20mA) e dois sinais digitais.
O software SPECTRO1-Scope V2.0 Windows® pode ser usado por exemplo para ajustar a faixa de tolerância em torno do atual nível de brilho, a potência da luz, média e ganho. É possível também ativar uma função EXTERNTEACH, que permite fácil instrução por meio de controle de programa PLC.
Controle de brilho/cor
Inspeção de brilho já soluciona um número grande de aplicações. No entanto, ainda existem problemas onde a cor também deve ser inspecionada junto com o nível de brilho.
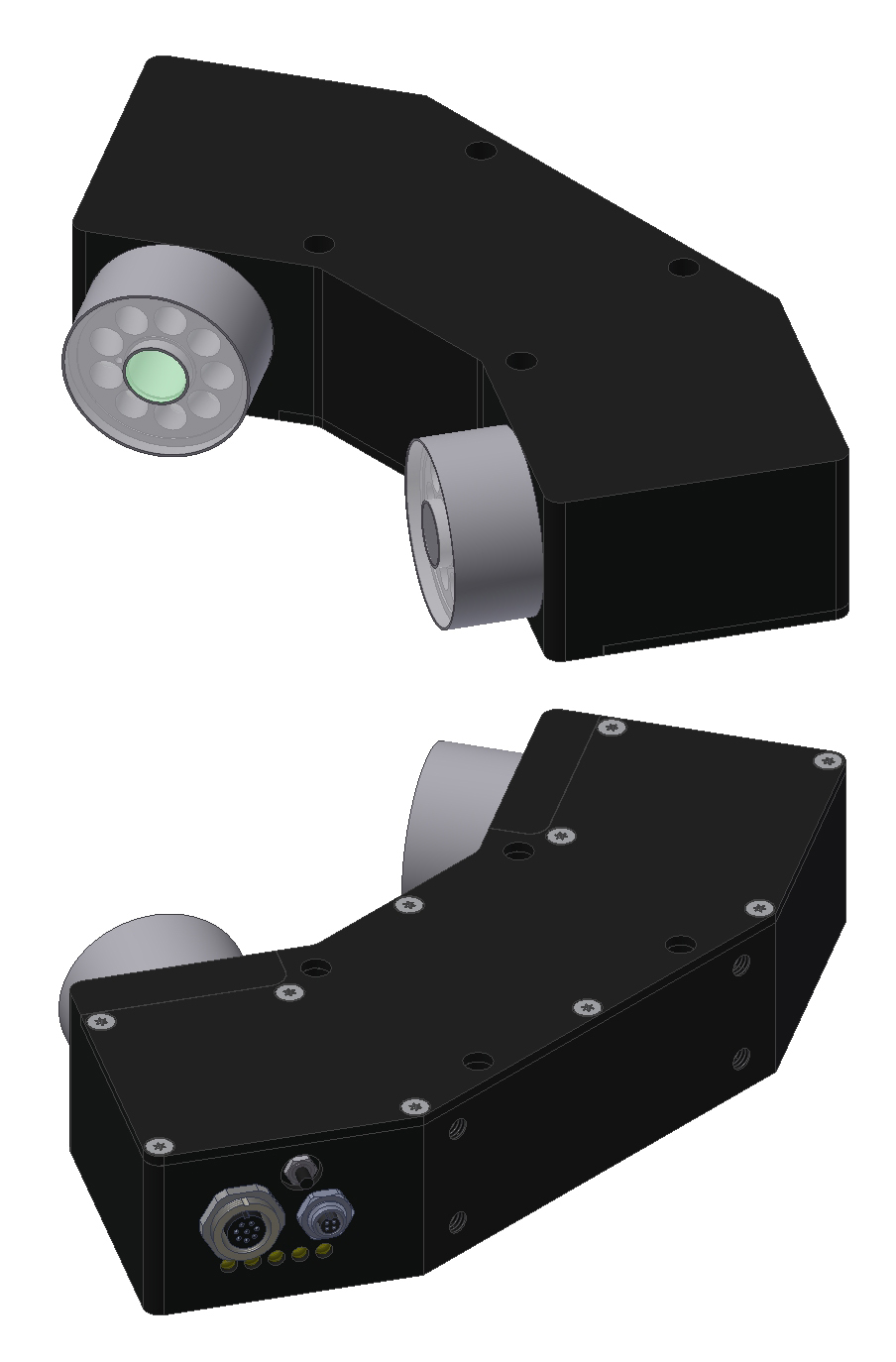
O SI-COLO-GD-40 é um Sistema de inspeção que mede tanto o nível de brilho quanto o valor da cor. Isso torna possível detectar até mesmo pequenas diferenças entre produtos individuais.
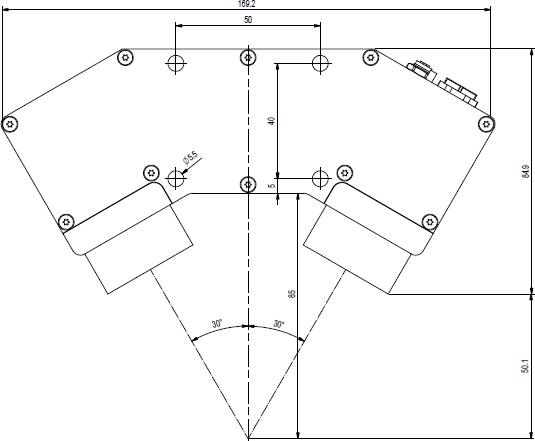
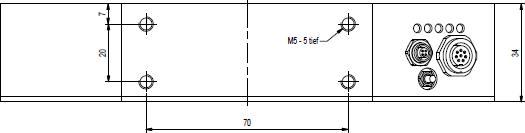
Color-gloss sensor SI-COLO-GD-40
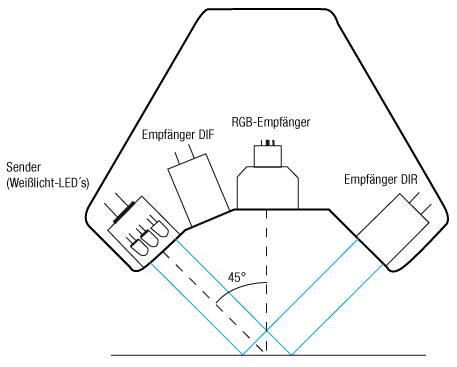
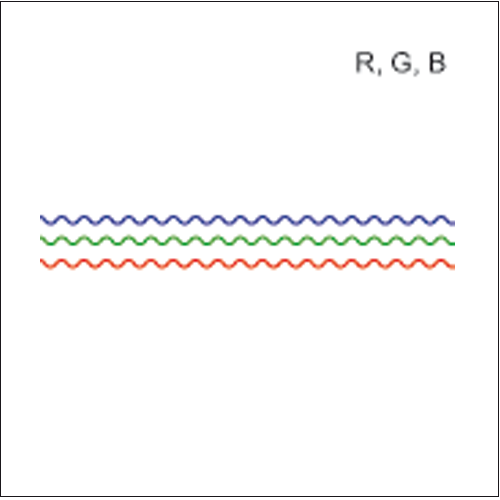
O sensor de brilho/cor SI-COLO-GD-40 basicamente é uma combinação de um sensor de cor da série SI-COLO4 com componentes de um sensor de brilhoDa série RLS-GD. A fonte de luz do sensor consiste em LEDs de luz branca com luz modular para atingir uma insensibilidade maior à luz externa. Além do detector de cor (Valores brutos de R, G e B), um detector para o component de reflexão direta (DIR) e um detector para o componente refletido difusamente (DIF) também fornecem informação ao controlador que é integrado no sensor de cor/brilho.
A avaliação de cor é feita de acordo com os seguintes algoritmos:

Como uma alternativa, os chamados valores s, i, M também estão disponíveis para os sensores de cor.
A avaliação de brilho é feita com a seguinte formula:
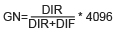
Além dos dados brutos (R, G, B, DIR, DIF) o controlador também pode operar com os parâmetros x, y, INT, GN e s, i, M, GN.
Enquanto x, y, INT e s, i, M providenciam informação sobre o valor da cor, o valor GN fornece informação sobre o comportamento brilhoso do objeto.
Basicamente os modos a seguir estão disponíveis para avaliação:
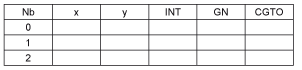
x, y, INT GN
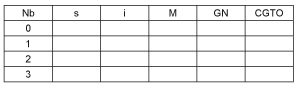
s, i, M GN
x, y, INT, GN
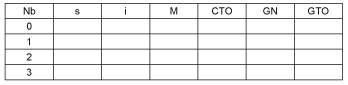
s, i, M, GN
A instrução é feita com os sensores de cor, apenas um parâmetro adicional foi introduzido: GN!
A avaliação também depende do modo escolhido:
BEST HIT
FIRST HIT
MINIMAL DISTANCE
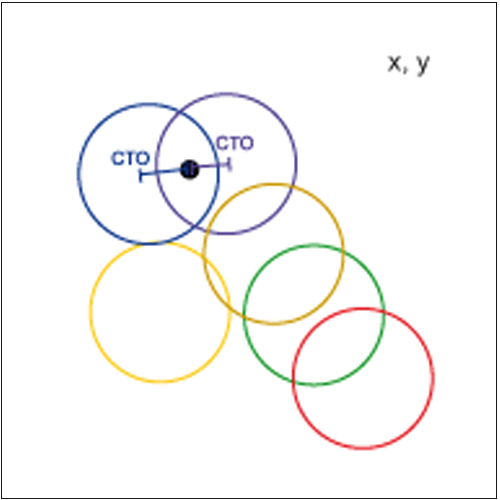
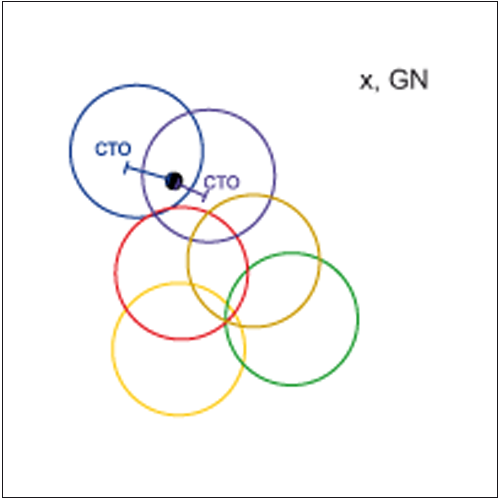
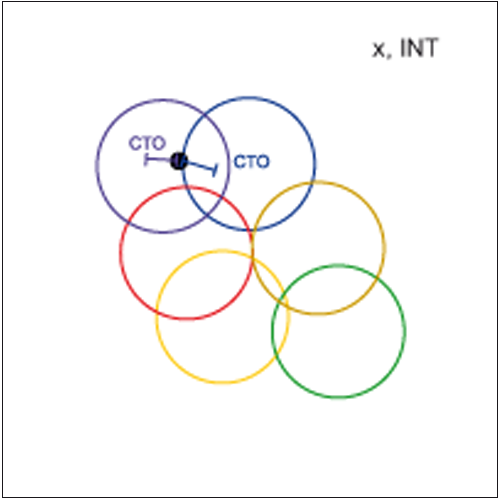
No modo de avaliação x, y, INT GN e s, i, M GN o sensor primeiro verifica quando o valor atual de brilho/cor fica dentro da janela de tolerância do GN, ex: GTO. Então é verificada quando a condição para o valor da cor (dentro do CTO) for verdadeira. Se vários candidatos são elegíveis, a seleção é feita de acordo com o modo de seleção escolhido (BEST HIT, FIRST HIT, MINIMAL DISTANCE, veja INSPEÇÃO DE COR).
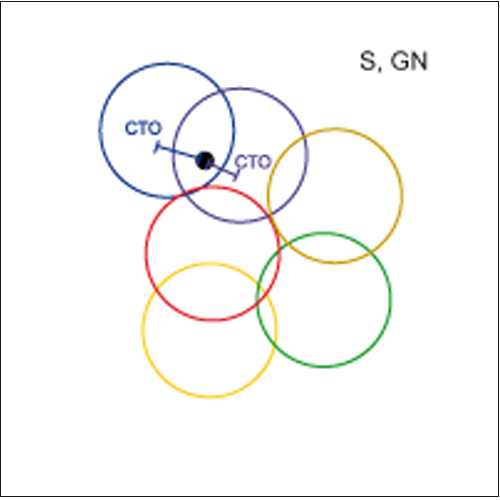
No modo de avaliação x, y, INT, GN e s, i, M, GN, por outro lado, o sensor faz seleção de cor/brilho em um “espaço tetradimensional”, a tolerância CGTO cria uma estrutura tetradimensional. O valor atual de cor-brilho deve ficar dentro da área de tolerância se o valor de cor-brilho instruído deveria ser elegível como um possível candidato.
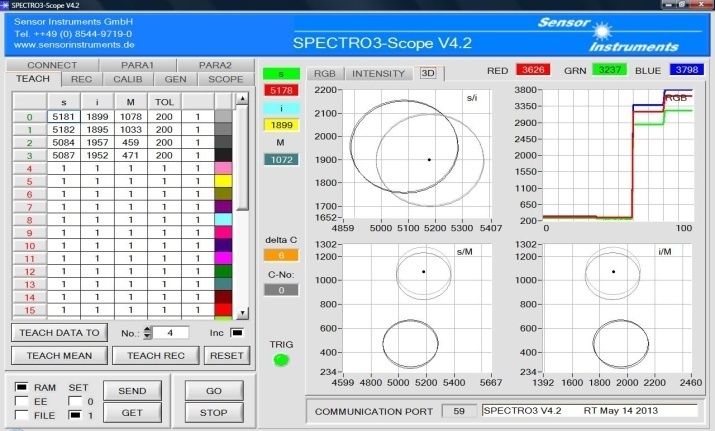
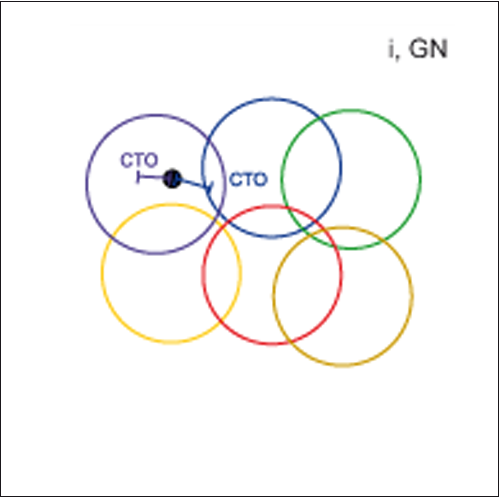
REPRESENTAÇÃO GRÁFICA em x, y, INT GN e s, i, M MODO DE AVALIAÇÃO GN:
Os valores x, y, INT e s, i, M são mostrados em 3 visões. O valor GN é representado como um gráfico de barras.
Valores de cor-brilho salvos:

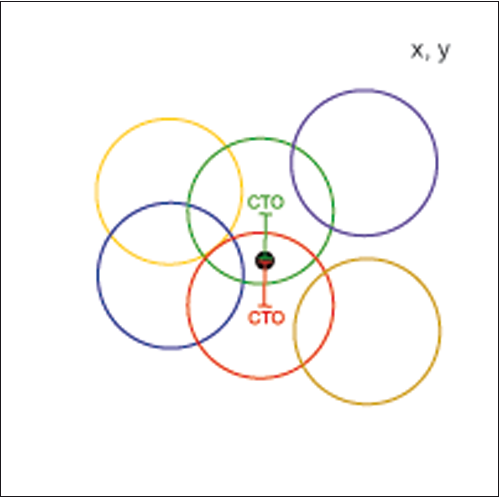
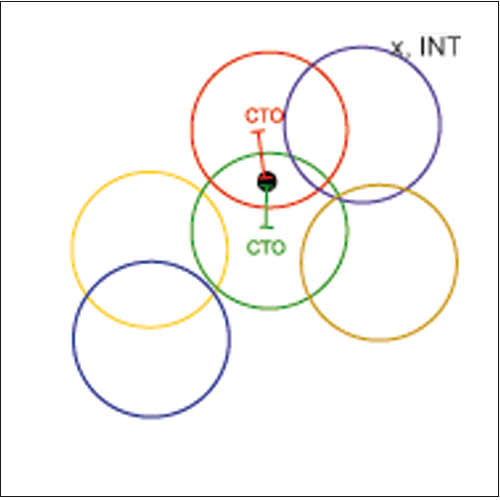
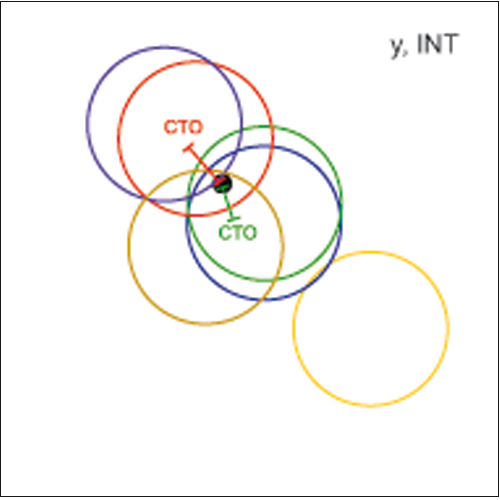
Valores de cor-brilho salvos:
No modo de seleção BEST HIT: Valor cor-brilho 5
No modo de seleção MINIMAL-DISTANCE: Valor cor-brilho 5
No modo de seleção FIRST HIT: Valor de cor-brilho 1
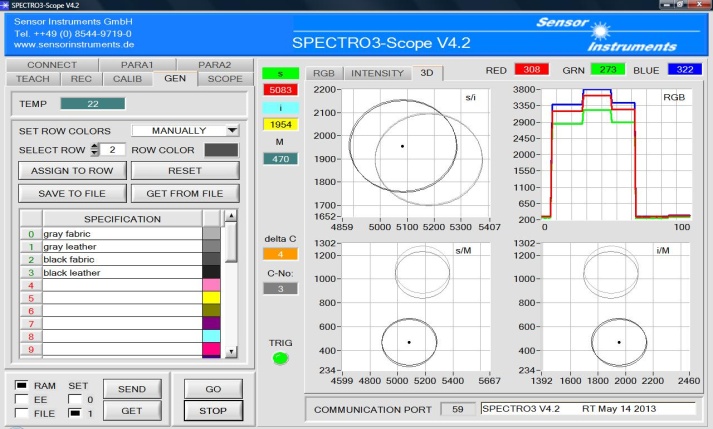
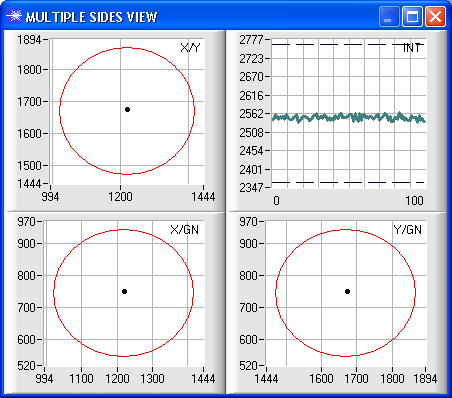
REPRESENTAÇÃO GRÁFICA em x, y, INT, GN e s, i, M, MODO DE AVALIAÇÃO GN
Neste dois modos os valores x, y, INT, GN e s, i, M, GN são representados em 6 visões

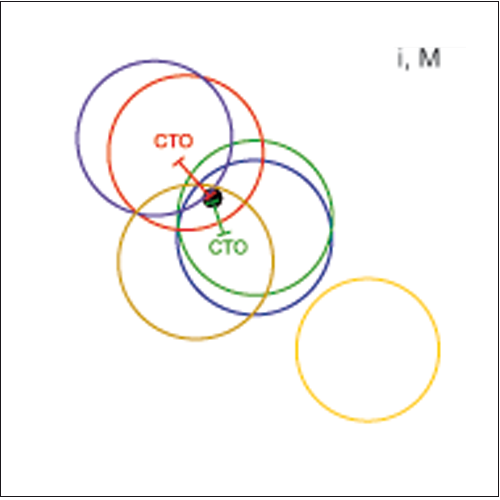
Valores de cor-brilho salvos:
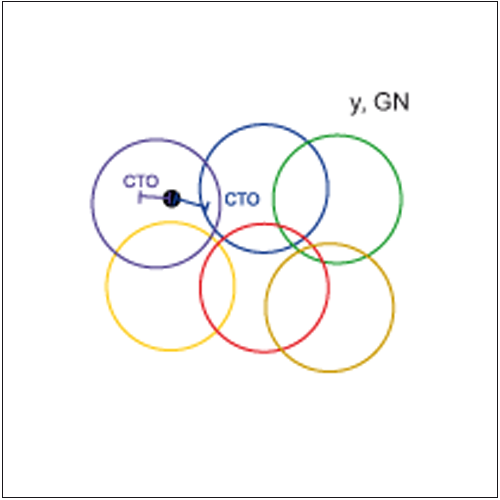
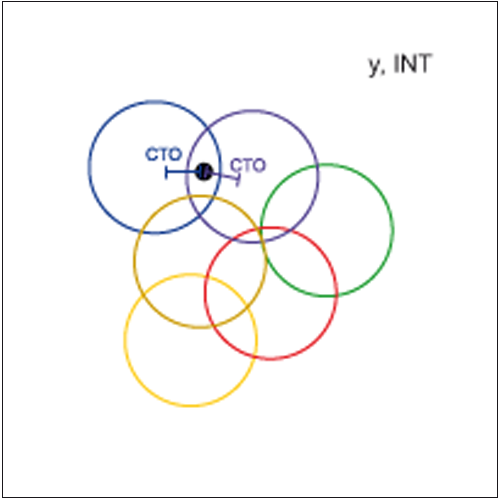
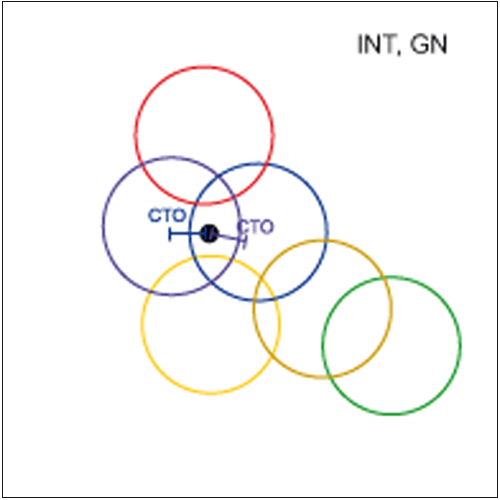
Valores de cor-brilho salvos:
No modo de seleção BEST HIT: Valor de cor-brilho 3
Modo de seleção MINIMAL DISTANCE: Valor de cor-brilho 3
Modo de seleção FIRST HIT: Valor de cor-brilho Ø




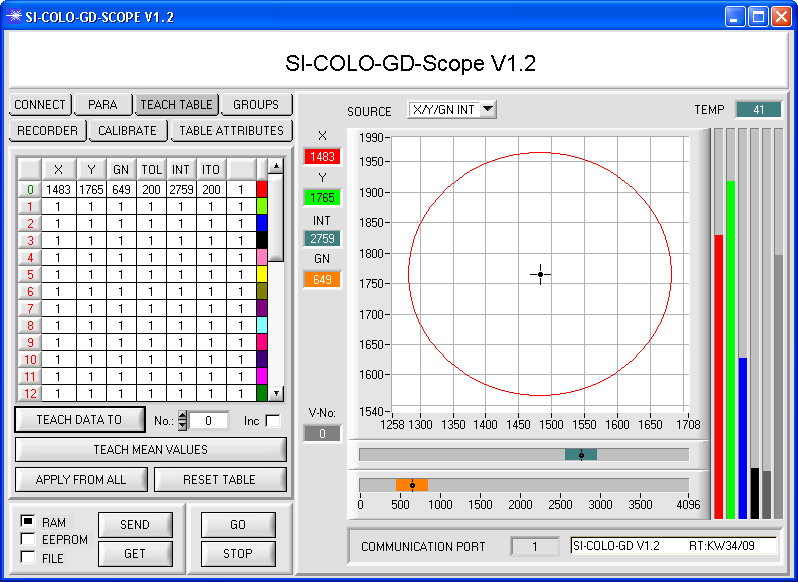
Interface Windows® SI-COLO-GD-SCOPE:
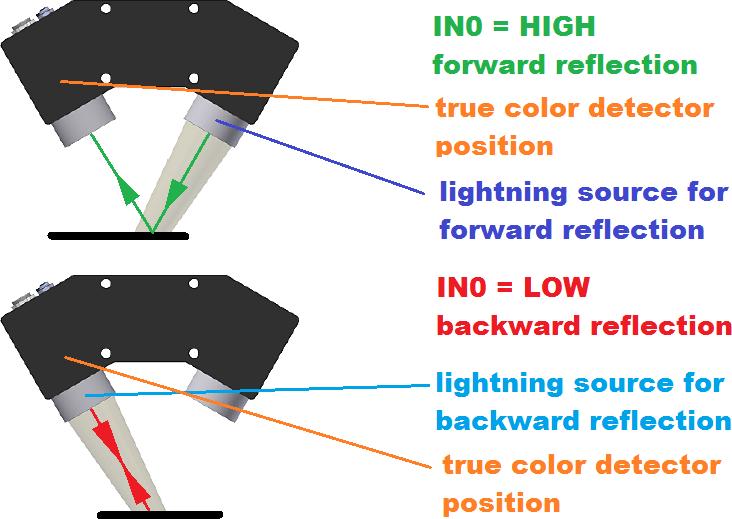
Inspeção de cor/brilho com o SPECTRO-3-50-FCL-30°/30°
O sensor de cor/brilho modelo SPECTRO-3-50-FCL-30°/30° vem com duas fontes de iluminação que vão ser usadas alternadamente dependendo do nível de sinal IN0. O sensor é usado para objetos com bem pouca quantidade de cor assim como para diferenças de brilho, ex: imitações de couro, couro e componentes de plástico para o campo de interiores automotivos mas também para diferenciação de filmes plásticos e lâminas de plástico para a indústria moveleira.
Windows ® user interface SPECTRO-3-SCOPE: